离心式通风机按叶片出口角分为前向、择向和后向,后向按叶片型式又分为板型和机其型,因此,离心式通风机共有四种革木咭构形式。然而在每一种形式中,又根据不同的空气动力略图形成不同的系列,这样就形成了离心式通风机系列多、机号杂、性能贡复等问题。
高速运转的离心风机叶轮,在断裂严重时叶片会飞入被冷却的主电机,给设备造成直接经济损失,因叶轮粉碎后增加了风机的维修量和备件的替代用度。从而造成主电机事故,为了提高产品质量和给用户造成不必要的经济损失,介绍相干的技术改善方案。
离心风机改良时必须要保证了以下几点:
(1)以保证叶轮与进风口的保险间隔;新叶轮的宽度≤原叶轮的宽度。
(2)保证能顺利安装;新叶轮的外径≤原叶轮的外径。加工工艺性能优于原叶轮的工艺机能,必须利于各配件的加工成型及叶片与轮盘、轮盖的总装,新叶轮叶片数量少于原叶轮叶片的数目。
(3)同时满足风机运行所必须的保险系数;全部叶轮的强度、刚度大于原叶轮。配装新叶轮风机的氛围动力性能优于组装原叶轮的风机。
(4)保证叶轮正确的旋向及各叶片与轮盘、轮盖的垂直度后,改良前叶轮在铆接组装时需要注意:将叶轮两端的凸耳部分穿入轮盘、轮盖上相应的装配定位孔。盘曲叶片两头的凸耳部分,将4个凸耳分袂与轮盘、轮盖铆接紧密而成。
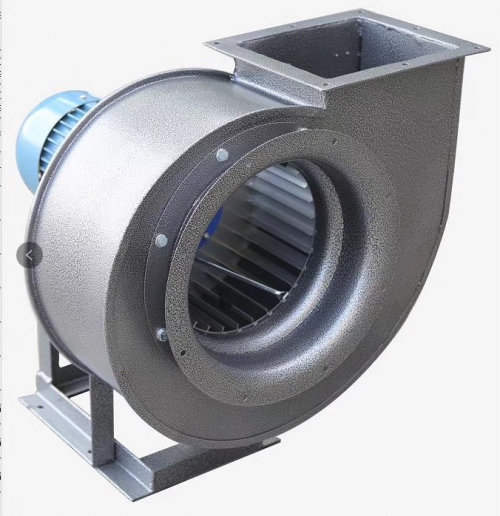
离心风机叶轮的技术改善:
主电机上装配时占用的空间位置不大,因该型通风机外形小巧,以是在改良时保留了原通风机的蜗壳组件、进风口组件及进气箱,重点针对叶轮进行了重新核算设想,以消除原叶轮存在缺点。如以前叶片28个,各叶片与轮盖、轮盘的接合部位均要求满焊。
同时将各叶片厚度增添到3mm轮盘厚度增加到5mm轮盖的厚度增添到4mm叶轮组装改良后,该叶轮采用了32个叶片,其中加强型叶片4个。各配件自身的强度增大,保障了焊接组件布局的稳定性和运行的可靠性。
佛山晟昊通风机有限公司重庆销售中心 公司地址:重庆市九龙坡区石桥铺机电市场A区27-3号
电话:139-9602-9492 (李先生) 邮箱:361384129@qq.com
声明:本站部分内容图片来源于互联网,如有侵权第一时间联系管理员删除,谢谢!